Прогресс в технологии производства MgB2 проводников и устройств на их основе
2015, Tом 12, выпуск 2
Тематика: Диборид магния MgB2
Технологии синтеза открытого в 2001 г. сверхпроводящего соединения диборида магния стремительно развиваются. Возможность работы сверхпроводниковых устройств при температуре жидкого водорода, малая плотность - 1,3 г/см3, низкая по сравнению с ВТСП анизотропия токонесущей способности в магнитном поле, дешевизна исходных компонентов и недорогая технология производства делают MgB2 весьма интересным с коммерческой точки зрения материалом. Низкая скорость релаксации магнитного поля (около 2,5 % в 6 Тл при
10 К), делает привлекательным использование MgB2 для МРТ и ЯМР магнитных систем, где крайне важна временная стабильность магнитного поля.
Первоначально проводники из MgB2 производились по ex-situ технологии: порошок MgB2 прессуется в трубке, которая затем подвергается протяжке, волочению и отжигу. Сейчас компания Columbus Superconductors производит около 3000 км одножильного MgB2 проводника в год по технологии порошок в трубе ex-situ.
Основной проблемой ex-situ MgB2 проводников является низкий фактор заполнения: в процессе прессования и протяжки между MgB2 гранулами остаются пустоты, поэтому плотность тока может быть достаточно далека от своего предела.
Значительного улучшения свойств MgB2 проводников удалось добиться при переходе к технологии in-situ, когда смешиваются порошки магния и бора, а синтез происходит в ходе дальнейшей обработки: протяжки и отжига. Химическая реакция при in-situ процессе идет при меньшей температуре (650 0С вместо 900 0С для ex-situ), что также является технологическим преимуществом. Технология in-situ освоена компанией Hyper Tech Research Inc., по состоянию на 2011 г., объем производства для одножильного проводника достигал 10000 - 15000 км в год.
Более высокие значения токонесущей способности MgB2 проводников, изготовленных по in-situ технологии, продемонстрированы на рис. 1. Для полученных по ex-situ технологии проводников (розовые ромбы) токонесущая способность в 2-2,5 раза меньше, чем для in-situ проводов (синие круги на рис. 1).
В свою очередь, in-situ процесс, подразделяется на 1-е и 2-е поколения. Если для 1-го поколения in-situ в синтезе участвуют помещенные в трубу порошки магния и бора, то образование MgB2 в проводах
2-го поколения связано с твердофазной диффузией бора из порошка в магниевый стержень, размещенный в центре заготовки проводника (см. рис. 2.). Следует отметить, что процесс синтеза MgB2 2-го поколения весьма схож с «бронзовой технологией» для Nb3Sn проводников. Несмотря на то, что MgB2 образуется лишь на границе между стержнем и порошком, в достаточно тонком слое, инженерная плотность тока стрендов оказывается в 2-4 раза выше, чем для ex-situ процесса и in-situ процесса проводников 1-го поколения, что дает основание надеяться на создание в ближайшее время на базе MgB2 магнитных систем с индукцией до 5 Тл при 20 К и до 11 Тл при 4,2 К.
Дополнительно повысить критический ток в MgB2 проводниках можно путем их легирования углеродом, карбидом кремния и рядом других веществ, например искусственные центры пиннинга в виде частиц Dy2O3 позволяют увеличить критический ток на 30 % [2].
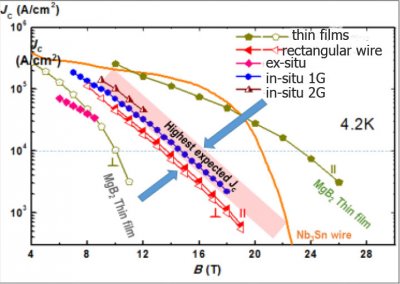
Рис. 1. Полевые зависимости токонесущей способности при 4,2 К для MgB2 проводов, изготовленных по различным технологиям: розовые ромбы - ex-situ, синие круги - in-situ 1-го поколения, коричневые треугольники - in-situ 2-го поколения [1].
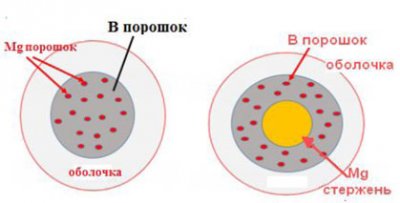
Рис. 2. in-situ MgB2 проводники 1-го (слева) и 2-го поколения (справа) [1].
Переход к in-situ технологии позволит также решить вопрос механической прочности MgB2 проводников: японские и американские исследователи продемонстрировали, что in-situ технология позволяет получать MgB2 стренды диаметром 0,5 мм, которые можно навивать с шагом 12-20 мм на формер диаметром около 1 мм без падения критических свойств [3,4].
Уплотнение сверхпроводящих обмоток путем гидростатического прессования (см. рис. 3) позволяет полностью решить проблему пористости в MgB2 стрендах, работы в этом направлении ведутся в университете Женевы [1]. Сверхпроводящая обмотка помещается в пресс с усилием сжатия до 3000 тонн. Нагружение происходит в солевом расплаве непосредственно перед отжигом с температурой 550-750 0С, за счет чего в стренде достигается изостатическое давление на уровне 1,4 ГПа, что приводит практически к двукратному росту токонесущей способности. Очевидно, это связано с уплотнением материала и ликвидацией пористости.
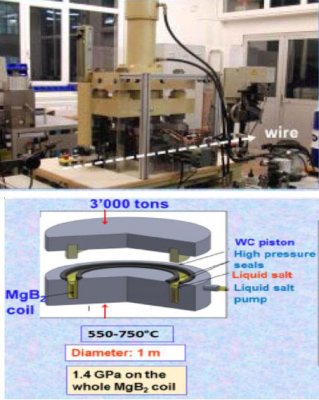
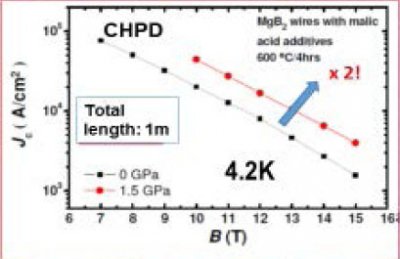
Рис. 3. Установка для гидростатического прессования, ее схема. При помощи гидростатического прессования (красная кривая) можно добиться рекордной инженерной плотности тока в 10 кА/см2 в 14 Тл при 4,2 К [1].
По оценке компании Hyper Tech Research Inc., к 2018 г. стоимость проводов на основе диборида магния для кабелей (1 Тл при 20 К) будет находиться на уровне 1 доллар США/кА·м. Также, ожидается, что стоимость проводника для МРТ (3 Тл при 20 К) будет составлять 2,5 доллара/кА·м.
В настоящее время стоимость MgB2 стрендов составляет около 10 долларов/кА·м, что ниже чем для Nb3Sn (около 20 евро/кА·м ), и намного ниже, чем для ВТСП как 1-го, так и 2-го поколений. Сейчас массово выпускаются MgB2 стренды с длинами отрезков по 6-10 км. В ближайшие три года планируется окончательный переход на in-situ технологию 2-го поколения с увеличением длины единичного отрезка до 40-60 км, что позволит более чем в 5-8 раз снизить производственные затраты. При увеличении длины единичного отрезка до 80 км, затраты снизятся еще в 2-3 раза. Однако для реализации столь смелых планов необходимы новые технологические подходы: например, непрерывная свертка трубки из ленты с одновременной подачей в нее магниевого стержня и засыпкой порошка бора.
Вместе с прогрессом в технологии производства проводов MgB2 неуклонно растет количество устройств на их основе. Первыми устройствами на базе MgB2 стали созданные еще в 2005 г. в KIT (институт технологий Карлсруэ, Германия) токовводы (от 17 К до 1,3 К), в виде тонких проводников
(300 мкм) для работающего на спутнике рентгеновского детектора. В настоящее время центральное место среди применений MgB2 проводников занимают кабели и магнитные системы для МРТ, остановимся более подробно на некоторых из них.
MgB2 кабели в ЦЕРНе
Модернизация большого адронного коллайдера (БАК) потребует увеличения рабочих токов его магнитной системы. Источники питания удалены от магнитов коллайдера на расстояние 300-500 м. Суммарный ток диполей, квадруполей и магнитов детекторов коллайдера чрезвычайно высок и достигают сотен кА, для его передачи без потерь необходима система сверхпроводящих кабелей, которая разрабатывается в ЦЕРН под руководством Amalia Ballarino [6]. В сверхпроводящих кабелях предполагается использовать как ВТСП, так и MgB2 проводники.
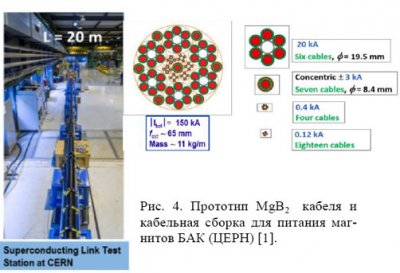
Для питания секций коллайдера, в которых расположены детекторы ATLAS и CMS, предполагается использовать сборку кабелей из диборида магния с общим током 150 кА [6]. Сборка кабелей имеет
60 мм в диаметре, а с учетом криостата внешний диаметр достигнет 220 мм. Масса погонного метра кабельной сборки составит 11 кг. В состав сборки для питания диполей входит шесть кабелей с током 20 кА, четырнадцать кабелей с током 3 кА, восемнадцать с током 120 А и четыре на 400 А (Рис. 4). Работы над кабельной сборкой будет завершены к 2020 году, для ее изготовления понадобится 1000 км сверхпроводника.
В феврале 2014 г. в ЦЕРНе был продемонстрирован прототип MgB2 кабеля с током 20 кА при 24 К, длина кабеля составляла 20 м. Кабель был изготовлен из ex-situ стрендов диаметром 0,98 мм производства компании Columbus Superconductors. Каждый из стрендов состоял из 30 жил, разделенных ниобиевым барьером. Для охлаждения использовался газообразный гелий, что позволило достичь однородности температуры по длине кабеля менее 1 К.
MgB2 для МРТ
Несколько последних лет в Италии компаниями ASG (Animal Specialty Group) и Paramed Medical Systems ведется мелкосерийное производство томографов с обмотками из диборида магния. Из MgB2 проводников производства Columbus Superconductors уже изготовлено более 28 открытых томографов с полем 0,5 Тл. Для изготовления одного томографа требуется 18 км MgB2 провода в виде 12-ти жильной ленты шириной 3,5 мм и толщиной 0,65 мм. Максимальное поле на обмотке достигает 1,3 Тл. Рабочий ток обмоток составляет
90 А. Температура поддерживается на уровне 20 К при помощи двух криокулеров, жидкий хладагент не используется. Первый такой томограф был изготовлен в 2006 г.

Рис. 5. Открытый МРТ с индукцией 0,5 Тл на основе диборида магния и сечение используемого в нем проводника [1].
В результате улучшения свойств MgB2 проводников сейчас стало возможным создание работающей при температуре 10 К магнитной системы для МРТ всего тела с полем 1,5 Тл [5]. Внутренний диаметр магнита составит 1 м, при максимальном поле на обмотке 5,4 Тл.
Практически во всех МРТ магнитные системы работают в режиме «замороженного» потока, для чего необходима надежная технология изготовления низкоомных контактов. Исследовательская группа под руководством профессора Ивасы предложила способ изготовления низкоомных контактов из MgB2. По технологии «намотка» - «отжиг» была изготовлена модельная обмотка, для ее намотки использовались 18-ти жильные проводники производства HyperTech Research Inc., концы которых очищались от стабилизатора и оболочки, после чего запрессовывались в трубки, заполненные порошками магния и бора (Рис. 6). Синтез диборида магния в контактах и самой обмотке происходил одновременно в ходе отжига. Сопротивление контактов, составило менее 10-14 Ом, что вполне достаточно для использования в МРТ. Также был разработан сверхпроводящий ключ на основе MgB2
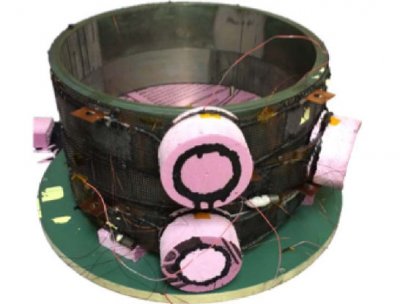
Рис. 6. Опытный образец МРТ обмотки из MgB2 с низкоомными контактами и сверхпроводящим ключом [7].
MgB2 ветрогенераторы и сверхпроводниковые накопители энергии, СПИН
Согласно планам Евросоюза, в ближайшие годы планируется увеличение вклада возобновляемых источников в энергетику, что будет достигнуто, в основном, за счет строительства прибрежных ветрогенераторов. Сейчас разрабатывается сразу несколько проектов ветрогенераторов мощностью
10 МВт (рис. 7), как на основе ВТСП проводников так и с использованием MgB2. Компания Kalsi Green Power Systems (Princeton, USA) предлагает конструкцию ветрогенератора со сверхпроводящими ротором и статором. В конструкции предполагается использовать MgB2 проводники 2-го поколения, рабочая температура обмоток будет на уровне 15-20 К. Полный вес генератора составит около 50 тонн, что выгодно отличает его от большинства проектов на основе ВТСП, в которых из сверхпроводника выполнен лишь ротор, а статор имеет традиционное исполнение и поэтому весьма массивен [8].
В рамках японской программы «Усовершенствованная Сверхпроводящая Система Стабилизации Энергии» ведется разработка охлаждаемого жидким водородом СПИН из MgB2 с запасенной энергией 100 МДж и выходной мощностью 1 МВт [9]. СПИН будет выполнен в виде тороида из 12 секций, внешний диаметр тора составит 12 м. Для изготовления накопителя энергии предполагается использовать проводник производства HyperTech Research Inc., с критическим током стренда 100 А в поле 3 Тл при 20 К. Токонесущий элемент, из которого будут изготовлены обмотки, представляет собой скрутку из 96 MgB2 стрендов, рабочий ток СПИН достигает 4 кА. В зависимости от прогресса в токонесущей способности MgB2 проводников магнитное поле СПИН будет составлять либо 2 Тл, либо 5 Тл, во втором случае для реализации проекта потребуется в 1,3 раза меньше сверхпроводника (расход проводника также определяется, исходя из допустимого уровня механических напряжений в обмотке).
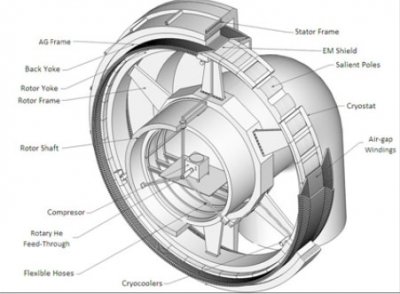
Рис. 7. Проект 10 МВт ветрогенератора на основе MgB2 [1].
Также на основе MgB2 разрабатывается большое число других сверхпроводниковых устройств, среди которых: сверхпроводящие уровнемеры для измерения уровня жидкого водорода; электродвигатели для полностью электрических самолетов, магнитные экраны для радиационной защиты космических аппаратов, устройства индукционного нагрева и многое другое.
1. R. Flukiger, Applied Superconductivity Conference, (2014).
2. G. Z. Li, M. D. Sumption, M. A. Rindfleisch, C. J. Thong, M. J. Tomsic and E. W. Collings, Applied Physics Letters 105, 112603 (2014).
3. S. A. Hossain, A. A. Gazder, S. Barua, A. Motaman, D. Patel, J.-H. Kim, A. Kario, , M. B. Ringsdorf, B. Runtsch, A. Jung, M. Rindfleisch, S.-X. Dou, and W. Goldacker, IEEE Transactions on Applied Superconductivity 24, 620030 (2014).
4. T. Holubek, S. I. Schlachter, W. Goldacker, Superconductor Science Technology 22, 055011 (2009).
5. W. Yao, J. Bascuñán, S. Hahn, and Y. Iwasa, IEEE Transactions Applied Superconductivity 20, 756 (2010).
6. A. Ballarino, Superconductor Science Technology 27, (2014).
7. J. Ling, J. P. Voccio, S. Hahn, Y. Kim, J. Song, J. Bascunan, Y. Iwasa, IEEE Transactions Applied Superconductivity 25, 4601705 (2015).
8. S. S. Kalsi, IEEE Transactions Applied Superconductivity 24, 5201907 (2014).
9. T. Shintomi, T. Asami, G.Suzuki, IEEE Transactions on Applied Superconductivity 23 ,570030 (2013).